Product Overview
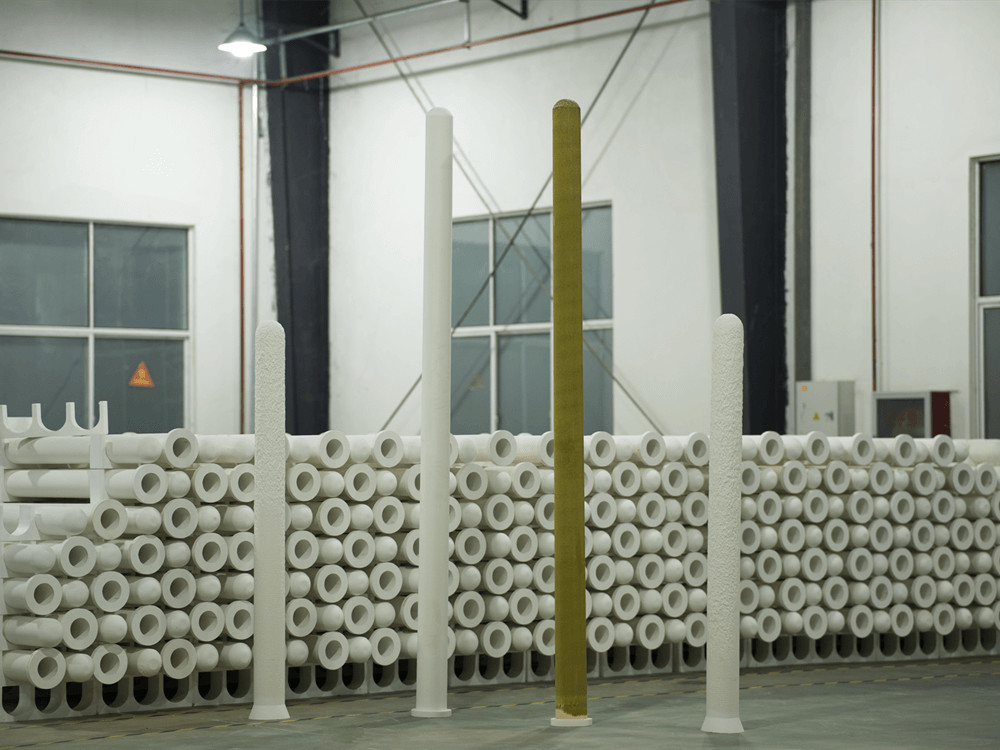
Ceramic fibre catalytic filter tubes constitute an integrated dust removal and denitrification composite filtration material. They are manufactured by uniformly bonding nano-scale SCR catalysts to the inner surface of ceramic fibre filter tube walls, with the ceramic fibre tubes serving as the base substrate.
During operation, this product achieves highly efficient dust removal on its outer surface while simultaneously performing denitrification within the tube walls. It can concurrently remove:
Particulate Matter (PM)
Nitrogen oxides (NOx)
Dioxins
SOx (auxiliary removal)
Certain VOCs (volatile organic compounds)
It enables synergistic multi-pollutant control without compromising the filter tube's original dust removal performance, making it particularly suitable for medium-to-low temperature flue gas treatment scenarios.
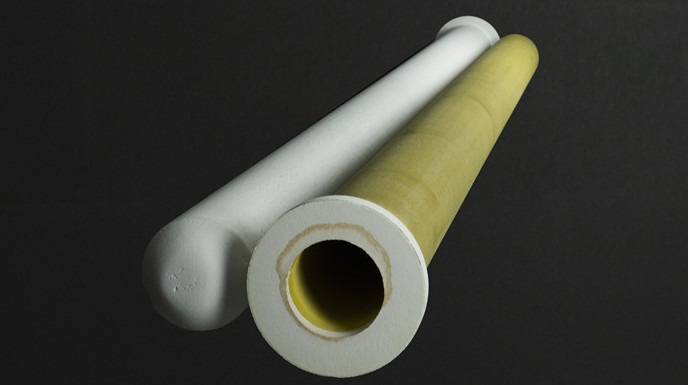
Core Materials and Structure
Ceramic Fiber Matrix
Utilises high-performance ceramic fibre filter tubes as the structural substrate
Featuring high porosity, high filtration precision, and excellent temperature resistance
Ensures stable dust removal capacity and reverse-blow regeneration performance
Nano-scale SCR Catalyst
Catalyst particle size: 80–100 nanometres
Compared to excessively fine catalysts:
Prevents agglomeration and deactivation
Maintains stable catalytic activity
Massive specific surface area provides greater reactive sites
Enables efficient NOx reduction at lower temperatures
Key Performance Parameters
Optimal operating temperature range: 200–400°C
Dust removal efficiency: ≥99%
De-nitrogenation efficiency (NOx): Highly efficient and stable
Corrosion resistance: Withstands strong acid and alkali environments
Multi-pollutant synergistic removal capability: NOx, dioxins, SOx (auxiliary), VOCs (partial)
Product Features
High-efficiency catalytic reaction at medium-low temperatures
Optimal catalytic performance within 200–400°C range
Highly active nano-catalytic system
80–100 nm catalyst particles provide increased reaction sites
Dust removal and denitration operate independently
Catalytic reaction does not compromise filter tube dust capture performance
Enhanced acid-alkali resistance
Suitable for complex, corrosive flue gas environments
Advantages
Compared to conventional baghouse dust removal + standalone denitrification systems
Superior temperature resistance
Enhanced filtration precision
Higher catalytic reaction efficiency
Extended service life
More stable performance under harsh operating conditions
Working Principle
Operates identically to standard ceramic filter tubes:
Dust-laden flue gas, under system negative pressure, causes particulates to adsorb onto the outer surface of the filter tube
Particulate matter is effectively retained, achieving high-efficiency dust removal
As flue gas passes through the filter tube walls, it comes into full contact with the internal SCR catalyst
NOx and other pollutants are reduced and decomposed under catalytic action
When dust accumulates to a certain level, reverse airflow (pulse jet cleaning) is applied within the tubes
Dust on the outer walls is dislodged and collected, allowing the filter tubes to be reused repeatedly
Applications
Suitable for industries demanding advanced dust removal + denitrification + multi-pollutant control:
Glass manufacturing (float glass, electronic glass, consumer glass)
Biomass power generation
Non-ferrous metal smelting
Coking and carbon black production
Soil remediation
Waste incineration
Petrochemical processing
Metallurgical casting
Cement and building materials
Refractory tunnel kilns
Specifications
Catalyst loading, dimensional specifications and structural configurations customisable per operational conditions
Shape: Cylindrical
Base material: Ceramic fibre
Catalytic system: Nanoscale SCR catalyst
Optimal operating temperature: 200–400°C
Functionality: Dust Removal + Denitrification + Multi-pollutant Synergistic Control
 Why Choose Us
Why Choose Us
Deep integration of ceramic fibre filter tubes with catalytic systems
Catalyst particle size and loading methods validated under operational conditions
Simultaneous dust removal and denitrification for system simplification
Extensive experience in high-temperature and complex flue gas treatment
Comprehensive customised solutions available